





























前言:工具機的感知困境
生產問題不是人不夠努力,而是切削過程本身太複雜。刀具磨耗是漸進的、溫度是瞬變的、切削力是多維的——這些變化在毫秒之間發生,人的感官根本無法即時追蹤。於是,工具機產業開始思考:能不能給機器裝上神經系統?
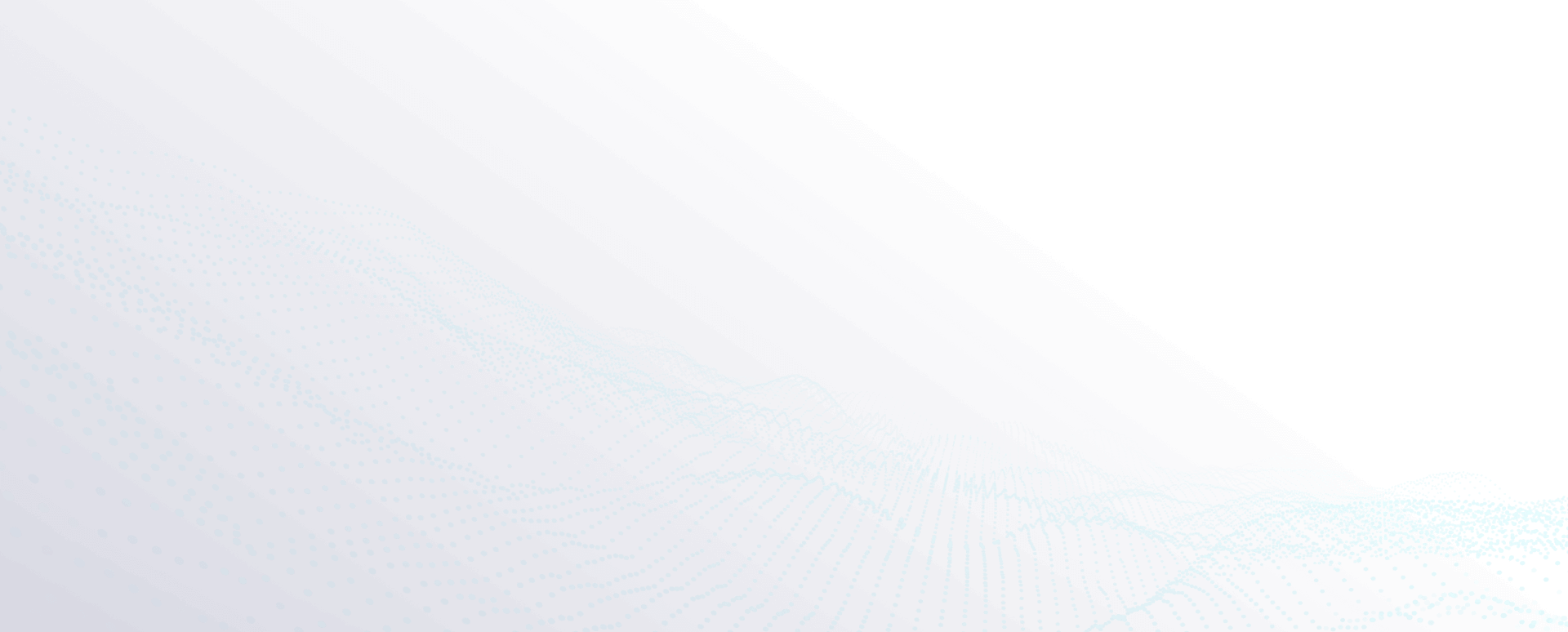
這篇文章將梳理這個「神經系統」的完整路徑,從最靠近切削現場的感測器,一路到工廠層級的智慧決策,說明每一層的技術邏輯與產業意義。
傳統的工具機是沉默的。它切削、旋轉、進給——但不說話。操作員憑經驗判斷刀具狀態,憑聲音辨別異常,憑廢品率來回推算製程問題。這套「靠人感知」的模式,在大量生產、高精度需求的時代,正在快速走向極限。
Scroll
生產問題不是人不夠努力,而是切削過程本身太複雜。刀具磨耗是漸進的、溫度是瞬變的、切削力是多維的——這些變化在毫秒之間發生,人的感官根本無法即時追蹤。於是,工具機產業開始思考:能不能給機器裝上神經系統?
這篇文章將梳理這個「神經系統」的完整路徑,從最靠近切削現場的感測器,一路到工廠層級的智慧決策,說明每一層的技術邏輯與產業意義。

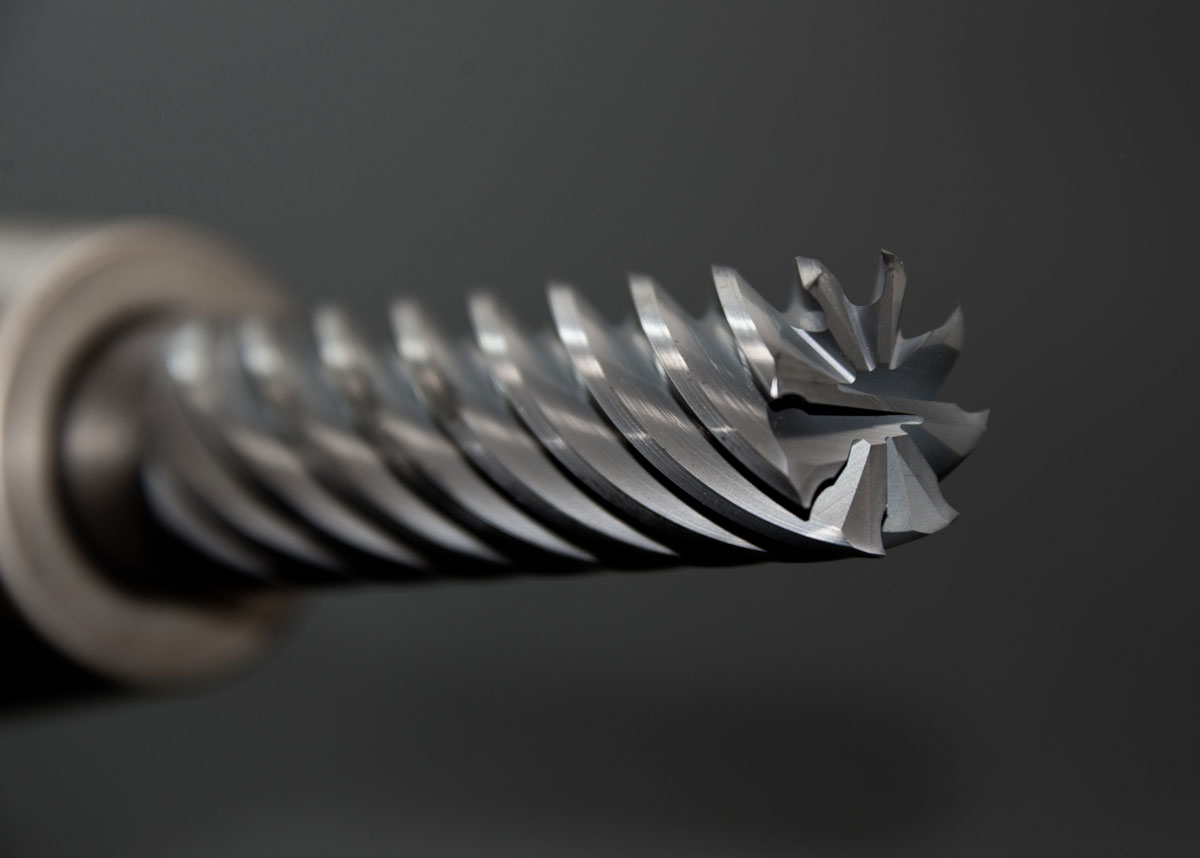
人體的神經系統從末梢開始感知外界。工具機的數位神經系統,也必須從最靠近加工現場的位置出發——刀具與工件接觸的那一點。
工具機的感測方案有很多種,常見的有:裝在機床底座的振動感測器、主軸電流監測、外掛式麥克風收音等。這些方案的共通問題是訊號衰減——感測器離切削點越遠,雜訊越多,有效訊號越弱,所能分析的資訊粒度也越粗。

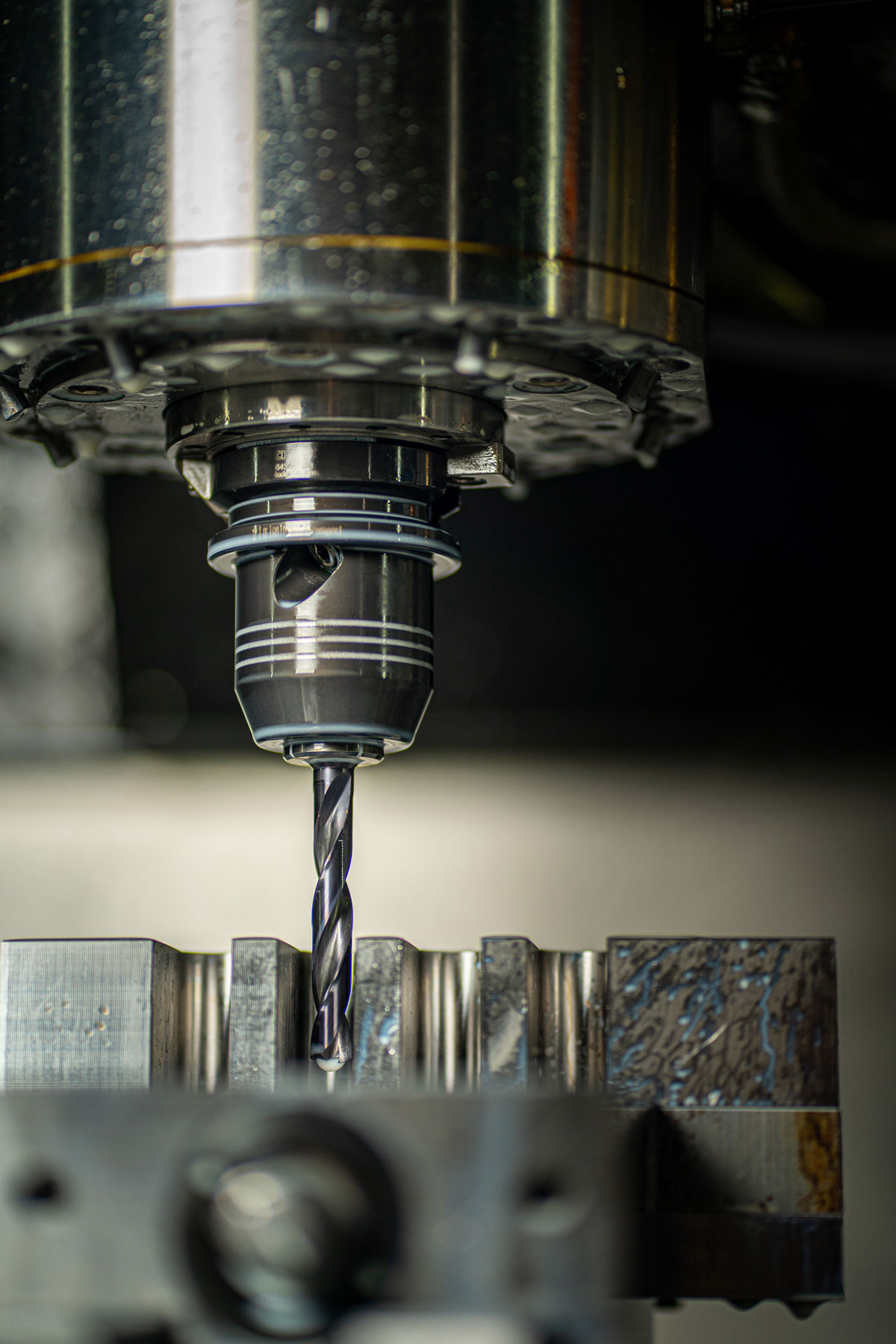
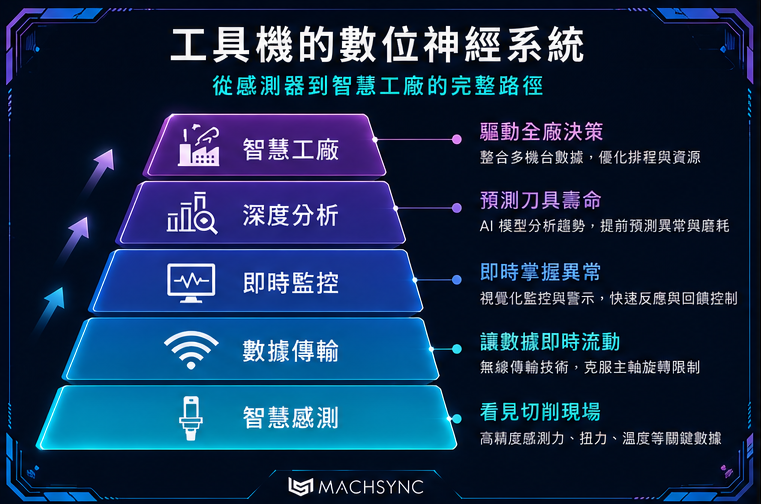
這正是「智慧刀把」概念崛起的背景。將感測元件整合進刀把(刀柄)本體,直接在主軸上量測,是目前最靠近切削前線的感測方案。典型的智慧刀把能同時擷取:
這四個維度的數據組合,能精確描繪刀具在每一次切削過程中的物理狀態——這是傳統監測手段難以達到的資訊解析度。
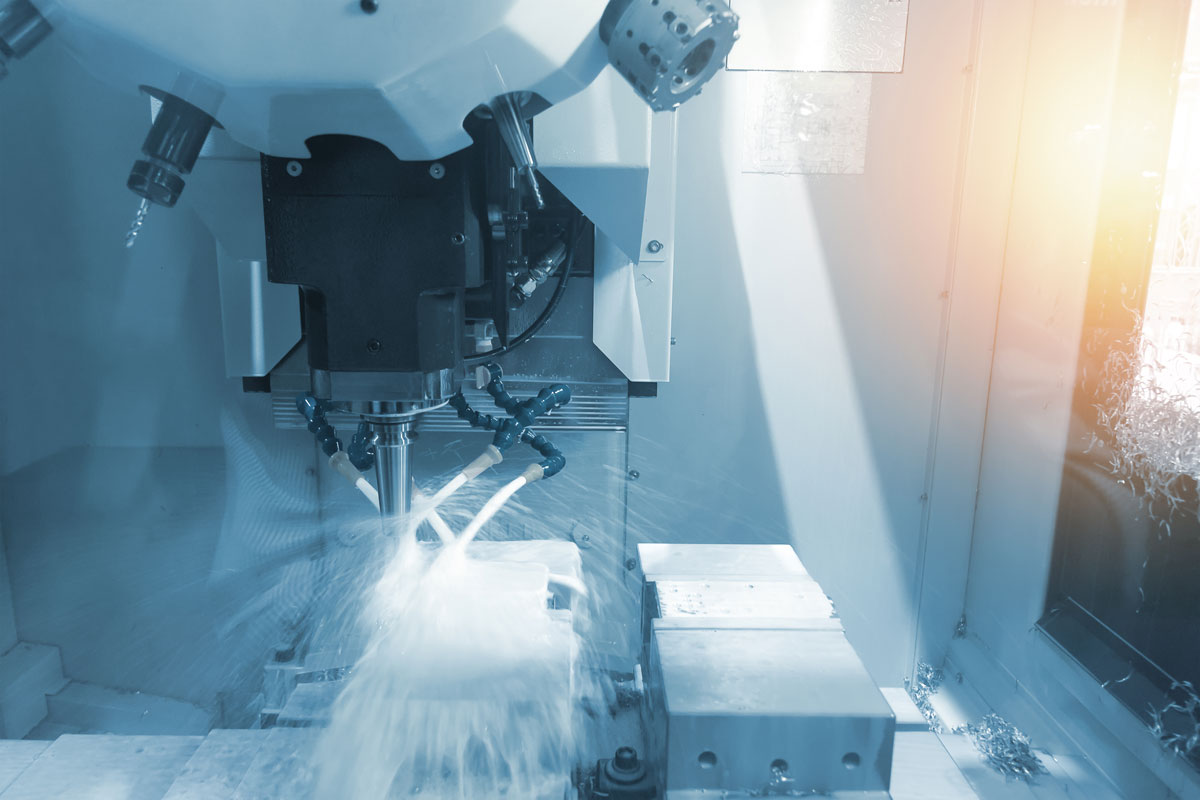
切削現場的環境並不友善:高速旋轉(轉速可達數萬 RPM)、高溫、切削液噴濺、強電磁干擾——感測元件必須在這些條件下持續輸出可靠數據,才具備實用價值。
此外,感測靈敏度也是關鍵門檻。切削力的細微變化往往是刀具磨耗的早期訊號,若感測器無法分辨小於數牛頓(N)的力量差異,預測性維護就無從談起。
許多企業導入感測設備後發現,數據有了,卻看不懂、用不上。原因往往出在「感測端媒合」這個步驟被跳過。
產線上每台加工機的物理特性不同——共振頻率、剛性、熱膨脹係數各有差異。若未針對每台機台的特性進行基準校正,感測器收到的原始訊號充滿雜訊,根本無法作為決策依據。正確的做法,是在導入感測方案前,先對各台機台的物理特性進行回溯分析,建立個別的參考基準,才能讓後續的數據分析具備意義。
目前主流的智慧刀把多採用無線通訊傳輸,常見方案包括 Wi-Fi 與藍牙。兩者各有取捨:
無論採用哪種方案,數據的重現性都是系統可靠度的核心指標。理想狀況下,相同的切削條件應能產生可重複比對的數據輸出,這樣才能支撐後續的趨勢分析與製程優化。
傳輸只是第一步,數據格式的標準化才是讓跨系統整合成真的關鍵。切削感測數據若無法與工廠既有的 ERP、MES 或 SCADA 系統對接,就會形成另一座「數據孤島」。這也是為何現代感測方案越來越強調開放介面與通訊協定的相容性(如 OPC-UA、MTConnect 等工業標準)。
現場監控的使用者通常是操作員或生產主管,他們需要的不是原始數字,而是即時的狀態判讀。一套好的監控介面應該做到:
更進一步的設計,是讓監控系統能直接與工具機控制器連動,形成回授控制迴路。當感測器偵測到切削力異常,系統不只是發出警報,而是自動調整進給速度或觸發停機保護——這是從「人看數據做決策」進化到「系統即時自主回應」的關鍵一步。
此外,隨著製造業對永續議題的重視,部分監控平台也開始整合碳排放追蹤功能,讓企業在掌握製程狀態的同時,也能即時記錄能耗與碳排數據,為後續的減碳目標提供依據。

傳統的刀具管理多半是「定時換刀」或「刀具斷了才換」,前者浪費刀具壽命、後者造成撞機與廢件。若能透過感測數據的趨勢分析,描繪出刀具磨耗曲線,就能在斷刀前的適當時間點主動換刀——這就是預測性維護(Predictive Maintenance)在切削加工的核心應用。
磨耗曲線的建立需要大量有標記的歷史數據:不同刀具材質、不同被削材料、不同切削參數下的磨耗速率,都需要累積足夠的樣本才能讓預測模型具備可信度。
深度分析的另一個價值,在於協助工程師找到最佳的切削參數組合——轉速、進給率、切削深度三者之間的平衡點,往往不是靠經驗就能精確掌握的。透過對比不同參數條件下的感測數據與加工結果,可以系統性地縮小試誤範圍,大幅降低新製程開發的時間成本。
這個過程也有助於將「師傅的默會知識」轉化為可記錄、可傳承的數據資產——這在產業技術傳承日益困難的背景下,具有超出效率本身的戰略意義。
分析平台的另一個實用價值是支援採購決策。透過計算不同刀具的磨耗 KPI,企業可以客觀比較各廠牌、各規格刀具在實際切削條件下的表現,讓採購不再只是靠業務關係或經驗直覺,而是有數據可循。
工廠裡同時運行著數十台乃至數百台不同類型的工具機,每台的感測數據若只是孤立存在,頂多優化單機表現。若能將所有機台的數據統一彙整,進行跨機台的交叉分析,就能發現更深層的規律:
這類問題的答案,靠單機數據是看不出來的,需要全廠數據的宏觀視野。

智慧工廠的終極目標之一,是讓感測數據能夠直接驅動生產排程的動態調整。當某台機台的刀具壽命預測顯示「再 2 小時需換刀」,排程系統應能即時重新分配後續工單,確保換刀期間不造成產線停擺。這種「感測—分析—排程」的閉環,是工業 4.0 在製造現場最具體的體現。

現代製造不再只有切削加工。隨著 CNC 複合機、異材複合製造、金屬積層製造(3D 列印)等製程在工廠中並存,跨製程的數據標準化與整合,成為智慧工廠架構設計的重要課題。不同製程的感測維度不同,但如何在統一的數據平台上讓它們「說同一種語言」,是產業界正在積極探索的方向。
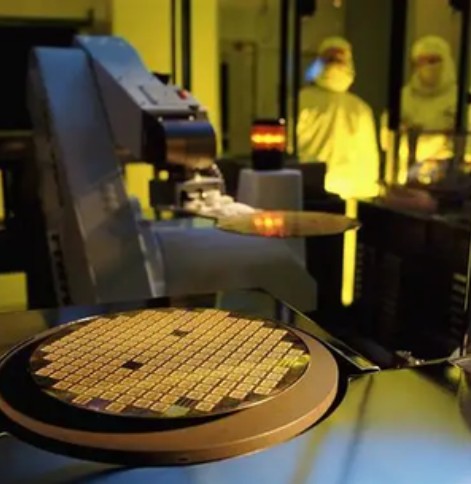
值得關注的是,這套「感測 → 傳輸 → 分析」的技術邏輯,並不侷限於工具機領域。以半導體製造為例,晶圓搬運過程中對晶圓偏位與接觸力的精密感測,面臨的挑戰與切削加工感測非常相似——都需要在高靈敏度、高穩定性與惡劣環境耐受性之間找到平衡。
馬森科技目前也將感測技術延伸至半導體場域,開發適用於晶圓搬運設備的智慧感測方案,正是這種跨域應用思維的體現。這也提示了一個更廣泛的趨勢:隨著感測元件的微型化與成本下降,「讓每個接觸點都有感知能力」的概念,正在滲透進越來越多的製造場景。

從感測器到智慧工廠,這條路徑的每一層都有其不可或缺的意義。感測器解決的是「看不見」的問題,傳輸解決的是「到不了」的問題,監控解決的是「反應不夠快」的問題,分析解決的是「看不懂」的問題,智慧工廠解決的是「無法協調」的問題。
但技術本身不是終點。推動這一切的,是製造業面臨的真實壓力:更嚴苛的品質要求、更短的交期、更高的人力成本、更緊迫的碳中和目標。數位神經系統的價值,最終體現在它能不能真正幫助製造現場的人,做出更好的決策、生產出更好的產品。
臺灣工具機產業在全球供應鏈中佔有重要地位,也正面臨智慧化轉型的關鍵時刻。這條從感測器出發、通往智慧工廠的路,沒有捷徑,但每一步都走得紮實,累積的數位資產將成為未來最重要的競爭壁壘。
主圖 lil artsy
內文圖片 馬森科技
本文由馬森科技Machsync創作,請勿商用或以任何方式散播、贈送、販售。未經許可不得轉載、摘抄、複製及建立圖像等任何使用。
如需轉載,請與馬森科技Machsync 聯絡。
﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌
📬 馬森科技
📍 台中市大雅區科雅路38號2樓
📞 (04) 2473-6883
✉️ admin@machsync.ai